Laipat ovat minkä tahansa putkijärjestelmän tärkeimpiä komponentteja, ja ne tarjoavat mekaaniset liitokset, jotka yhdistävät putket, venttiilit, pumput ja laitteet tavalla, joka on sekä rakenteellisesti turvallinen että - kriittisen tärkeä - irrotettavissa tarkastusta, huoltoa tai muutosta varten. Öljy- ja kaasuteollisuudesta ja petrokemianteollisuudesta vedenkäsittelyyn, lääkkeisiin ja sähköntuotantoon asti oikean laipan tyypin, paineluokan, pinnoitteen ja materiaalin valinta on yhtä tärkeää kuin itse putken erittely. Yhteensopimaton tai virheellisesti mitoitettu laippa on mahdollinen vuotokohta, säädöstenmukaisuushäiriö, ja korkeassa paineessa tai korkeassa lämpötilassa käytössä vakava turvallisuusriski. Tämä artikkeli kattaa tärkeimmät putkistojärjestelmissä käytettävät laippatyypit, niiden tekniset ominaisuudet, sovellettavat standardit ja käytännön kriteerit, jotka ohjaavat oikean laipan valintaa.
Mikä on putkiston laippa ja miksi tyypin valinnalla on merkitystä?
A putkiston laippa on metallista taottu, valettu tai koneistettu kiekko, rengas tai kaulus, joka on kiinnitetty putken päähän, venttiilirunkoon tai laitesuuttimeen ja pultattu vastinlaippaan painetiiviin liitoksen muodostamiseksi. Liitos tiivistetään tiivisteellä, joka puristuu kahden laippapinnan väliin pulttien puristusvoimalla. Laippa siirtää mekaanisia kuormia yhdistettyjen elementtien välillä – mukaan lukien sisäinen paine, lämpölaajenemisvoimat, painokuormat ja tärinä – samalla kun liitos voidaan purkaa ilman leikkaamista tai hitsausta.
Laippatyypin valinnalla on merkitystä, koska eri tyypit sopivat olennaisesti erilaisiin liitäntämenetelmiin, paine- ja lämpötilakäyttöolosuhteisiin, putken seinämän paksuuteen sekä asennuksen ja purkamisen helppouteen. Slip-on laipan käyttäminen korkeapaineisessa höyrylinjassa tai hylsyhitsauslaippaa suurireikäisessä putkessa luo ristiriitoja laipan rakenteellisten ominaisuuksien ja sille asetettujen vaatimusten välille. Ohjaavat standardit – yleisimmin ASME B16.5, ASME B16.47, EN 1092-1 ja API 6A – määrittelevät mitta-, paineluokka- ja materiaalivaatimukset kullekin laippatyypille, ja näiden standardien noudattaminen on pakollista useimmilla säännellyillä teollisuudenaloilla.
Putkistossa käytetyt päälaippatyypit
Jokaisella laippatyypillä on oma erillinen kiinnitystapa putkeen ja tietyt rakenteelliset ominaisuudet. Alla kuvatut seitsemän tyyppiä kattavat suurimman osan teollisissa ja kaupallisissa putkistojärjestelmissä esiintyvistä laippaliitoksista.
Hitsauskaulan laippa
Hitsauskaulan laippa on rakenteellisesti kestävin ja laajimmin määritelty laippatyyppi korkeapaineisiin, korkeisiin lämpötiloihin ja syklisiin huoltosovelluksiin. Siinä on pitkä, kartiomainen napa, joka siirtyy vähitellen laipparungosta putken seinämän paksuuteen jakaa jännityksen tasaisesti ja minimoi jännityskeskittymän hitsausliitoksessa. Laippa on kiinnitetty putkeen täysin läpitunkevalla päittäishitsillä, joka tarjoaa vahvimman mahdollisen liitoksen eheyden ja mahdollistaa hitsin röntgentutkimuksen laadun varmentamiseksi. Hitsauskaulalaipat ovat öljyn ja kaasun, sähköntuotannon ja kemiallisen käsittelyn kriittisten palvelulinjojen vakiomääritykset. Niiden korkeammat kustannukset ja pidempi asennusaika muihin tyyppeihin verrattuna ovat perusteltuja niiden ylivoimaisella mekaanisella suorituskyvyllä ja pitkäaikaisella luotettavuudella vaativissa käyttöolosuhteissa.
Slip-On laippa
Slip-on laippa liukuu putken ulkopinnan yli ja kiinnitetään kahdella saumaussaumalla - yhdellä napapinnalla ja toisella laipan reiän takana. Sen reikä on hieman suurempi kuin putken ulkohalkaisija, mikä mahdollistaa putken työntämisen ennen hitsausta, mikä yksinkertaistaa kohdistusta asennuksen aikana. Slip-on-laipat ovat halvempia ja helpompia asentaa kuin hitsauskaulalaipat, minkä vuoksi ne ovat suosittuja sähkönjakeluputkissa, matalapainejärjestelmissä ja ei-kriittisissä huoltolinjoissa. Niiden rakenteellinen lujuus on kuitenkin pienempi kuin hitsauskaulalaippojen – tyypillisesti arvioituna noin kaksi kolmasosaa hitsauskaulan ekvivalentista samassa paineluokassa – koska saumaussaumat eivät tarjoa täyttä putken seinämän läpivientiä. Ne rajoittuvat yleensä ASME Class 150- ja 300 -palveluihin ei-kriittisissä sovelluksissa.
Socket Weld Laippa
Muhvihitsauslaippoja käytetään yksinomaan pienireikäisissä putkissa, joiden nimellisreikä on tyypillisesti 2 tuumaa (50 mm) tai sitä pienempi. Putki työnnetään laippareikään koneistettuun koloon ja napaan hitsataan sauma. Putken pään ja hylsyn olakkeen väliin jätetään tarkoituksella pieni noin 1,6 mm rako ennen hitsausta lämpölaajenemisen mahdollistamiseksi ja hitsin halkeilun estämiseksi. Muhvihitsauslaipat tarjoavat puhtaamman sisäreiän kuin liukulaipat pienikokoisille putkille, mikä vähentää turbulenssia ja eroosiota nopeassa käytössä. Niitä käytetään korkeapaineisissa hydraulilinjoissa, instrumenttien liitännöissä ja kemikaalien ruiskutusputkissa, joissa pieni reikä on kriittinen. Ne eivät sovellu lietteenkäsittelyyn tai syövyttäviin nesteisiin, joissa pistorasian ja putken välisen raon rako voi tarttua materiaaliin.
Kierrelaippa
Kierrelaipat liitetään putkeen kartiomaisella tai yhdensuuntaisella sisäkierteellä hitsauksen sijaan, joten ne ovat ainoa yleinen laippatyyppi, joka ei vaadi hitsausta kiinnitykseen. Niitä käytetään matalapaineisissa sähköjärjestelmissä, instrumenttien liitännöissä ja sovelluksissa vaarattomissa palveluissa, joissa syttyvien tai räjähtävien kaasujen läsnäolo tekee hitsaustoiminnoista epäkäytännöllistä. Kierteitetyt laipat ovat mekaanisesti heikompia kuin hitsatut ja ovat alttiita vuodoille lämpösyklin tai tärinän vaikutuksesta, mikä löysää asteittain kierteitettyä kiinnitystä. Monet tekniset tiedot kieltävät niiden käytön yli 150 °C:n (300 °F) lämpötiloissa tai syttyvien kaasujen ja nesteiden käytössä tästä syystä. Ympäristöissä, joissa hitsausrajoituksia sovelletaan, mutta vaaditaan parempaa eheyttä, kierre- ja tiivistehitsattu konfiguraatio – tiivistyshitsaus kierreliitoksen päälle – parantaa luotettavuutta.
Sokea laippa
Umpilaippa on kiinteä kiekko, jossa ei ole reikää ja jota käytetään sulkemaan putken, suuttimen tai astian aukon pää. Se on pultattu vastalaippapintaa vasten tiivisteellä, mikä luo täysin paineistetun sulkimen, joka voidaan irrottaa, kun tarvitaan pääsyä linjaan. Sokkolaippoja käytetään putken päissä tulevia laajennusliitäntöjä varten, astian tarkastusaukoissa, painetestauspisteissä ja pysyvinä päätysulkimina redundanteissa haaraliitoksissa. Ne on mitoitettava koko järjestelmän paineluokkaan ja niihin kohdistuu merkittävä taivutusjännitys, joka aiheutuu niiden tukemattomaan pinta-alaan vaikuttavasta sisäisestä paineesta, minkä vuoksi umpilaipan seinämän paksuus kasvaa huomattavasti suuremmilla porauskooilla ja korkeammilla paineluokilla.
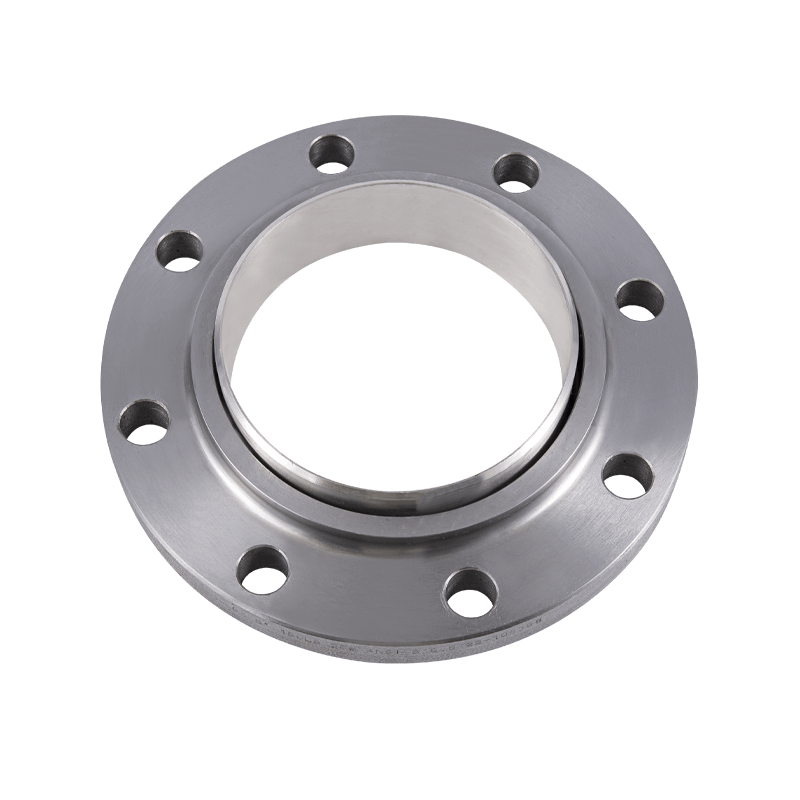
Kierrosliitoslaippa
Limiliitoslaippaa käytetään yhdessä tappipäädyn liittimen kanssa – lyhyen putken osan, jonka toisessa päässä on koneistettu säde ja joka muodostaa tiivistyspinnan. Limiliitoksen laippa liukuu vapaasti tyven pään yli eikä ole hitsattu putkeen; sen sijaan tyven pää hitsataan päittäin putkeen ja löysä laippa palautuu tyven pään sädettä vasten. Tämä järjestely mahdollistaa laipan pyörimisen vapaasti putken ympärillä, mikä yksinkertaistaa huomattavasti pultinreikien kohdistusta asennuksen aikana, erityisesti ruuhkaisilla alueilla tai missä laiteliitännät eivät ole tarkasti sijoitetut. Lippaliitoslaipat ovat myös taloudellisesti edullisia kalliissa metalliseosputkijärjestelmissä, koska vain tyven pää — nesteen kanssa kosketuksissa oleva komponentti — on valmistettava seosmateriaalista, kun taas taustalaippa voi olla tavallista hiiliterästä.
Aukon laippa
Aukkolaipat ovat erikoisversio hitsauskaula- tai liukulaipparakenteesta, jossa on kierteitetyt painekierrereiät, jotka on koneistettu laipparunkoon aukkolevyn molemmille puolille. Suutinlevy – tarkkuusporattu kiekko – kiinnitetään aukon laippojen väliin ja luo kalibroidun paine-eron nesteen kulkiessa rajoitetun reiän läpi. Tämä paine-ero mitataan laskureikien kautta ja sitä käytetään tilavuus- tai massavirtausnopeuden laskemiseen. Aukkolaippakokoonpanot ovat vakiovirtauksen mittaustekniikka öljyn ja kaasun, kemiallisen käsittelyn ja vedenkäsittelyn sovelluksissa, ja niiden mitta- ja koneistusvaatimukset on määritelty ASME MFC-3M:ssä ja ISO 5167:ssä.
Laippatyyppien vertailu avainkriteerien mukaan
Seuraavassa taulukossa on käytännöllinen vertailu tärkeimmistä laippatyypeistä teollisten putkien suunnittelun valintapäätösten kannalta tärkeimmillä kriteereillä.
| Laipan tyyppi | Kiinnitysmenetelmä | Paineen soveltuvuus | Tyypillinen käyttötapaus |
| Hitsaus kaula | Puskuhitsaus | Kaikki luokat, kriittinen palvelu | Korkean paineen, korkean lämpötilan linjat |
| Slip-On | Kaksinkertainen sauma | Luokka 150–300, ei-kriittinen | Sähkö- ja matalapaineputket |
| Socket Weld | Fillet hitsaa pistorasiaan | Korkea paine, vain pieni reikä | Instrumentti, hydrauliikka, ruiskutuslinjat |
| Kierteitetty | Putken kierre, ei hitsausta | Matalapaine, vain vaaraton | Hitsauskieltoalueet, kunnallispalvelut |
| Sokea | Pultattu (ei putkikiinnitystä) | Kaikki luokat | Päättymiset, tulevat yhteydet |
| Kierrosnivel | Löysä tykinpään yli | Kohtalainen paine | Seosputket, toistuva purkaminen |
Laippapintojen tyypit ja niiden rooli saumojen tiivistämisessä
Laippapinta on koneistettu pinta, joka koskettaa tiivistettä ja muodostaa painetiivisteen. Väärän pintatyypin valitseminen tietylle huoltotilanteelle tai tiivistemateriaalille on yleinen syy nivelen vuotamiseen. Teollisuusputkien neljällä yleisimmin käytetyllä pintatyypillä on kullakin omat tiivistysmekanismit ja käyttöalueet.
Kohotetut kasvot (RF)
Korotettu pinta on yleisin laippapintatyyppi prosessiputkistoissa ja oletuspintatyyppi ASME B16.5 -laipoille luokista 150 luokkiin 2500. Istuinpinta on korotettu rengas – tyypillisesti 1,6 mm korkea luokissa 150 ja 300 ja 6,4 mm korkea luokissa 600 ja sitä korkeammissa –, joka keskittyy tiivistysalueelle. Korotettujen laippojen vakiopinta on samankeskinen tai spiraalimainen sahalaitainen viimeistely, jonka karheus on 3,2–6,3 µm Ra, joka tarjoaa mekaanisen lukituksen pehmeillä ja puolimetallisilla tiivisteillä. Korotetut laipat ovat yhteensopivia kaikkien yleisissä prosessipalveluissa käytettävien litteiden, kierrekäämitysten ja rengastyyppisten tiivisteiden kanssa.
Litteät kasvot (FF)
Litteän laipan istuinpinta on samassa tasossa laipan rungon pinnan kanssa ilman kohotettua aluetta. Sitä käytetään liitettäessä laipallisia laitteita - kuten valurautaventtiilejä, pumppuja ja ei-metallisia laitteita -, joissa kohotettu pinta aiheuttaisi epätasaisia taivutuskuormia liitoskomponenttiin ja vaarantaa sen halkeamisen. Tasaisissa laipoissa käytetään kokopintaisia tiivisteitä, jotka ulottuvat pultin ympyrään ja sen ulkopuolelle jakaen pulttikuorman koko laipan pinnalle ja estävät reunakuormituksen, jonka rengastiiviste aiheuttaisi hauraalle liitäntälaippalle.
rengastyyppinen nivel (RTJ)
Rengastyyppisissä liitoslaipoissa on tarkkuustyöstetty puolisuunnikkaan tai soikean muotoinen ura, joka on koneistettu laipan pintaan, johon on asetettu kiinteä metallirengastiiviste - tyypillisesti pehmeä rauta, vähähiilinen teräs, 316 ruostumaton teräs tai Inconel. Kun pultteja kiristetään, rengastiiviste vääntyy plastisesti uraan, jolloin syntyy erittäin kestävä metalli-metalli-tiiviste. RTJ-liitokset on tarkoitettu korkeapaine-, korkea-lämpötila- ja hapankaasuhuoltoon, jossa luotettavuusvaatimukset ylittävät pehmeät tai puolimetalliset tiivisteet. Ne ovat vakiona kaivonpäässä, vedenalaisissa ja erittäin eheissä prosessiputkissa ja vaativat sekä uran että renkaan tarkan työstön saavuttaakseen nimellissuorituskykynsä.
Tongue and Groove (T&G)
Kieleke- ja uralaipat ovat parillisia pareja, joissa toisessa laippapinnassa on kohotettu kieleke ja toisessa on vastaava ura, joka on koneistettu pintaan. Tiiviste asettuu kokonaan uraan, jossa se on kaikilta puolilta rajoitettu, mikä estää tiivisteen puhalluksen ylipaineolosuhteissa. T&G-liitokset tarjoavat erinomaisen tiivisteen pysyvyyden, ja niitä käytetään lämmönvaihtimien kansissa, venttiilikannoissa ja erittäin eheissä prosessiliitännöissä, joissa tiivisteen puhallusriski on minimoitava. Koska molempien puoliskojen on oltava yhteensopivia pareja, kielekkeen ja uran laipat eivät ole vaihdettavissa samankokoisten ja saman paineluokan standardien korotettujen pintalaippojen kanssa.
Laipan paineluokat ja mitä ne tarkoittavat
ASME B16.5 -standardin mukaan – putkilaippojen hallitseva standardi Pohjois-Amerikassa ja laajalti viitattu kansainvälisesti – laipat on määritelty paineluokittain: 150, 300, 600, 900, 1500 ja 2500. Nämä luokkanumerot eivät edusta kiinteää paineluokitusta; pikemminkin ne määrittelevät laipan paine-lämpötila-luokituksen, joka laskee lämpötilan noustessa materiaalin myötörajan heikkenemisen vuoksi korotetuissa lämpötiloissa.
Esimerkiksi luokan 300 laipan ASTM A105 hiiliteräksestä mitataan noin 51,1 baaria (740 psi) ympäristön lämpötilassa, mutta vain 14,4 baaria (210 psi) 450 °C:ssa (850 °F). Tietyn palvelun oikea paineluokka on siksi valittava sekä suurimman käyttöpaineen että maksimikäyttölämpötilan perusteella käyttämällä ASME B16.5:n paine-lämpötilaluokitustaulukoita tai vastaavia eurooppalaisen standardin laippojen EN 1092-1 -taulukoita. Paineluokan alimitoitus todellisen käyttölämpötilan mukaan on yksi seurausvirheistä laipan spesifikaatiossa.
Yleiset laippamateriaalit ja niiden sovellukset
Laippamateriaalin valinnan tulee olla yhteensopiva sekä prosessinesteen että ulkoisen ympäristön kanssa, ja sen on säilytettävä riittävät mekaaniset ominaisuudet koko käyttölämpötila-alueella.
- ASTM A105 (hiiliteräs): Hiiliteräslaippojen vakiomateriaali yleisessä prosessikäytössä noin 425°C asti. Käytetään öljyn ja kaasun, veden, höyryn ja syövyttämättömien kemiallisten palvelujen alalla. Edullinen ja laajasti saatavilla kaikissa paineluokissa ja -tyypeissä.
- ASTM A182 F316/F316L (ruostumaton teräs): Käytetään syövyttävissä kemianpalveluissa, elintarvike- ja lääkesovelluksissa sekä meriympäristöissä. Laatu 316 tarjoaa hyvän yleisen korroosionkestävyyden; 316L (low carbon) on määritelty, jos hitsauslämmön aiheuttama herkistyminen on estettävä.
- ASTM A182 F11 / F22 (seosteräs): Kromi-molybdeeniseosteräkset, joita käytetään korkeissa lämpötiloissa yli 425 °C:ssa höyryntuotanto-, reformer- ja polttolämmittimien putkistoissa, joissa hiiliteräs menettää mekaanisen lujuuden.
- ASTM A350 LF2 (matalien lämpötilojen hiiliteräs): Iskutestattu hiiliteräs kryogeeniseen ja matalan lämpötilan huoltoon -46°C asti, käytetään LNG-laitoksissa, jäähdytysjärjestelmissä ja kylmän ilmaston ulkoputkistoissa.
- Duplex ja Super Duplex ruostumaton teräs (F51, F53): Käytetään erittäin syövyttävissä ympäristöissä, mukaan lukien merivesihuolto, vedenalaiset putkistot ja kloridipitoiset kemikaalivirrat, joissa tavalliset austeniittiset ruostumattomat teräkset kärsivät jännityskorroosiohalkeilusta tai pistekorroosiosta.
Kuinka valita oikea laippa putkistojärjestelmääsi
Oikea laipan valinta edellyttää useiden parametrien systemaattista arviointia yhdessä sen sijaan, että optimoidaan minkään yksittäisen kriteerin, kuten hinnan tai saatavuuden, mukaan.
- Määritä palveluehdot tarkasti: Ennen kuin valitset minkään laippakomponentin, määritä suurin käyttöpaine, maksimi käyttölämpötila, nesteen koostumus, mukaan lukien kaikki syövyttävät aineosat, ja huollon syklinen tai dynaaminen kuormitus.
- Valitse laippatyyppi rakenteellisten vaatimusten perusteella: Käytä hitsauskaulalaippoja kaikissa korkeapaineisissa, korkean lämpötilan, syklisissä tai vaarallisissa huoltolinjoissa. Käytä liukulaippoja vain yleishyödyllisissä tai matalakriittisissä palveluissa, joissa kustannusten alentaminen on perusteltua ja alempi rakenteellinen eheys on hyväksyttävä sovellettavan säännöstön puitteissa.
- Määritä paineluokka P-T-luokitustaulukoista: Tarkista valitun materiaalin paine-lämpötilaluokitus standardista ASME B16.5 tai EN 1092-1 todellisessa käyttölämpötilassa, ei ympäristön lämpötilassa. Käytä soveltuvan suunnittelukoodin edellyttämää asianmukaista turvatekijää.
- Yhdistä pintatyyppi tiivistevalikoimaan ja liitäntävarusteisiin: Käytä kohotettuja kasvoja spiraalikierretyillä tai rengastiivisteillä yleiseen prosessihuoltoon. Käytä tasaista pintaa yhdistäessäsi valurautaisia tai ei-metallisia laipallisia laitteita vasten. Käytä RTJ:tä korkeapaine- tai hapanhuollossa, kun vaaditaan metalli-metallitiivistystä.
- Tarkista materiaalien yhteensopivuus: Varmista, että laippamateriaali on yhteensopiva sekä prosessinesteen kanssa – ottaen huomioon korroosio, eroosio ja jännityskorroosiohalkeilu – että ulkoisen ympäristön kanssa, mukaan lukien suojakuoren korroosioriskin alla oleva eristys ja katodisen suojauksen yhteensopivuus upotettua tai upotettua käyttöä varten.
Johtopäätös
Putkijärjestelmien laipat käsittävät paljon laajemman valikoiman teknisiä päätöksiä kuin niiden näennäisen suoraviivainen rooli, kuten putkiliittimet voisi antaa ymmärtää. Valinta hitsauskaulan, liukuhitsin, hylsyhitsin, kierre-, sokea-, lamelliliitoksen tai aukkolaipan välillä määrittää liitoksen rakenteellisen eheyden, asennuksen ja huollon helppouden sekä liitoksen sopivuuden tiettyyn käyttöympäristöön. Yhdistettynä tiivisteen ja liitäntälaitteiston oikeaan pintatyyppiin, käyttölämpötilaan sopivaan paineluokkaan ja prosessinesteeseen ja ympäristöolosuhteisiin sovitettuun materiaalispesifikaatioon, oikea laippavalinta varmistaa putkiston, joka toimii turvallisesti ja luotettavasti koko suunnittelun ajan ilman tarpeetonta huoltotaakkaa tai vikariskiä.

 17.11.2025Lue lisää
17.11.2025Lue lisää 17.11.2025Lue lisää
17.11.2025Lue lisää