Teollisuuden putkistojärjestelmissä jokaisen liitoksen luotettavuus määrää koko verkon eheyden. Tärkeimpiä osia on päittäishitsi - putkiliitin, joka mahdollistaa virtauksen jakamisen tai yhdistämisen 90 asteen haarassa säilyttäen samalla saman halkaisijan kaikissa kolmessa ulostulossa. Suunnitteletpa prosessilaitosta, vedenkäsittelylaitosta tai öljy- ja kaasuputkia, päittäishitsien yhtäläisten tiiden ymmärtäminen on olennaista oikeiden suunnittelupäätösten tekemisessä.
Mikä on Butt Weld Equal Tee?
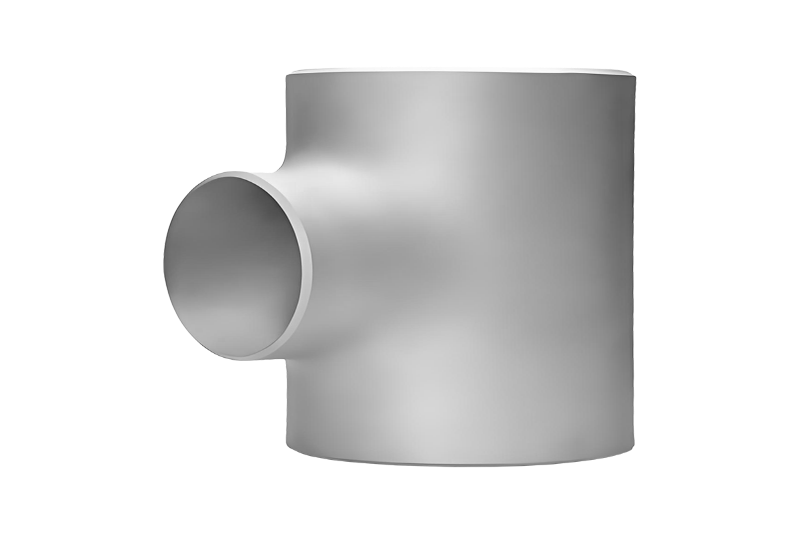
A päittäishitsi samansuuruinen tee , jota yleisesti kutsutaan myös suoraksi T-liitokseksi tai vastaavaksi T-liitokseksi, on T-muotoinen putkiliitin, jossa kaikilla kolmella liitosportilla on sama nimellinen putkikoko (NPS). Se on suunniteltu liitettäväksi vierekkäisiin putkiin puskuhitsauksella – prosessi, jossa putken päät kohdistetaan vastakkain ja sulatetaan yhteen lämmön avulla. Tämä menetelmä tuottaa pysyvän, vuotamattoman liitoksen, jonka rakenteellinen eheys on verrattavissa itse putkeen.
"Equal"-merkintä tarkoittaa, että juoksuputken ja haaraputken halkaisijat ovat samat. Tämä eroaa pienentävästä teestä, jossa haaran ulostulo on pienempi kuin juoksu. Tasaiset T-pisteet ovat suositeltavia, kun vaaditaan tasaista virtauksen jakautumista kaikkiin suuntiin yhdestä risteyskohdasta.
Kuinka puskuhitsaus toimii teeliittimissä?
Puskuhitsaus on yksi rakenteellisesti järkevimmistä menetelmistä putkien osien liittämiseen. Prosessi sisältää putken päiden ja sovituspäiden valmistelun tietyllä viistekulmalla - tyypillisesti välillä 30° - 37,5° - uran luomiseksi, joka mahdollistaa hitsin täyteaineen tunkeutumisen syvälle ja muodostaa täydellisen tunkeutumisen hitsin. Oikein toteutettuina hitsiliitoksen hyötysuhde on lähes 100 %, mikä tarkoittaa, että se kestää saman paineluokituksen kuin perusmateriaali.
Päittäishitsiä varten tarvitaan kolme erillistä päittäishitsiä – kaksi juoksupäissä ja yksi haaran ulostulossa. Jokaisen hitsin laatu on kriittinen. Korkeapaine- tai korkealämpötilasovelluksissa ainetta rikkomaton testaus (NDT), kuten radiografinen testaus (RT) tai ultraäänitestaus (UT), suoritetaan hitsauksen jälkeen jokaisen liitoksen eheyden varmistamiseksi.

Yleisiä materiaaleja, joita käytetään päittäishitsien yhtäläisissä T-paidoissa
Puskuhitsauksen tasaiset T-paidat valmistetaan laajasta valikoimasta materiaaleja, jotka sopivat erilaisiin huoltoympäristöihin. Materiaalivalinta vaikuttaa suoraan liittimen korroosionkestävyyteen, lämpötilan kestävyyteen ja mekaaniseen lujuuteen. Alla on yleisimmin käytetyt materiaalit:
- Hiiliteräs (ASTM A234 WPB): Yleisimmin käytetty materiaali yleisputkistoon. Se tarjoaa hyvän lujuuden kohtuulliseen hintaan ja soveltuu lämpötiloihin -29 °C - 427 °C.
- Ruostumaton teräs (ASTM A403 WP304/316): Suositellaan syövyttävissä ympäristöissä, kuten kemiallisessa käsittelyssä, elintarvikkeissa ja juomissa sekä merisovelluksissa. Luokka 316 tarjoaa erinomaisen kestävyyden kloridin aiheuttamaa korroosiota vastaan.
- Seosteräs (ASTM A234 WP11/WP22): Käytetään korkean lämpötilan korkeapainejärjestelmissä, kuten tehokattiloissa ja jalostamoissa. Kromi-molybdeenilejeeringit parantavat virumiskestävyyttä.
- Duplex ja Super Duplex ruostumaton teräs: Valittu offshore- ja vedenalaisiin sovelluksiin, joissa sekä lujuus että korroosionkestävyys ovat kriittisiä.
- Nikkeliseokset (Inconel, Monel, Hastelloy): Käytetään äärimmäisissä ympäristöissä, joissa esiintyy aggressiivisia kemikaaleja, erittäin korkeita lämpötiloja tai kryogeenisiä olosuhteita.
Tärkeimmät mittastandardit ja tekniset tiedot
Päittäishitsien yhtäläisten tiiden on oltava kansainvälisesti tunnustettujen mitta- ja materiaalistandardien mukaisia varmistaakseen yhteensopivuuden eri putkijärjestelmien välillä. Hankinta- ja suunnittelutiimien on aina varmistettava ennen asennusta, että varusteet ovat sovellettavien eritelmien mukaisia.
| Vakio | Laajuus |
| ASME B16.9 | Tehdasvalmisteiset taotut päihitsausliittimet (mitat ja toleranssit) |
| ASME B16.28 | Lyhyen säteen kyynärpäät ja palautukset (viitattu kohdan B16.9 rinnalla) |
| ASTM A234 | Hiili- ja seosteräsputkiliittimet kohtalaisiin ja korkeisiin lämpötiloihin |
| ASTM A403 | Muokatut austeniittiset ruostumattomasta teräksestä valmistetut putkiosat |
| MSS SP-75 | Huipputestatut taotut puskuhitsausliittimet korkeapainehuoltoon |
| EN 10253 | Eurooppalainen standardi puskuhitsaukselle putkiliittimille |
Seinäpaksuusaikataulut (Sch 10, Sch 40, Sch 80, Sch 160, XXS) määrittävät liittimen painekyvyn. Aikataulun on oltava yhdysputken mukainen, jotta varmistetaan tasainen sisäreikä ja oikea hitsin valmistelu.
Valmistusmenetelmät: Kuinka tasa-arvoisia t-paitoja valmistetaan?
Valmistusmenetelmä vaikuttaa liitoksen mekaanisiin ominaisuuksiin, pinnan viimeistelyyn ja mittatarkkuuteen. Kaksi ensisijaista valmistustapaa ovat:
Kuumamuovaus (ekstruusiomenetelmä)
Tämä on yleisin valmistusprosessi halkaisijaltaan suurempien T-paiden osalta. Valmiiksi muotoiltu putki tai levy kuumennetaan ja puristetaan sitten hydraulisesti muotiin T-muodon muodostamiseksi. Haara suulakepuristetaan ulospäin pääajosta. Tällä menetelmällä saadaan saumaton tai lähes saumaton liitos, jolla on erinomainen raerakenne ja tasainen seinämänpaksuus, mikä tekee siitä erittäin sopivan painekriittisiin sovelluksiin.
Kylmämuovaus
Pääasiassa halkaisijaltaan pienempiin t-paikkoihin (yleensä alle DN 50) käytetty kylmämuovaus käsittää materiaalin puristamisen huoneenlämpötilassa. Tämä menetelmä tarjoaa tiukat mittatoleranssit ja puhtaan pinnan, mutta saattaa aiheuttaa jäännösjännitystä materiaaliin. Muovauksen jälkeistä lämpökäsittelyä käytetään usein näiden jännitysten lievittämiseksi, erityisesti ruostumattomien teräslaatujen osalta.
Sovellukset eri toimialoilla
Puskuhitsauksen tasainen tee on universaali liitos, joka löytyy lähes jokaiselta paineistettua putkistoa käyttävältä alalta. Sen suunnittelun monipuolisuus ja vahvat hitsausliitokset tekevät siitä soveltuvan vaativiin olosuhteisiin, joissa muut liitostyypit saattavat epäonnistua.
- Öljy ja kaasu: Käytetään laajasti ylävirran, keskivirran ja alavirran putkilinjoissa virtauksen haaroittamiseen erottimiin, lämmönvaihtimiin ja varastosäiliöihin.
- Petrokemian ja kemiallinen käsittely: Vaaditaan reaktorin syöttölinjoissa, tislauskolonneissa ja kemikaalien annostelujärjestelmissä, joissa vuodoton toiminta on pakollista.
- Sähköntuotanto: Löytyy höyrynjakelujärjestelmistä, kattiloiden syöttövesilinjoista ja jäähdytysvesipiireistä sekä perinteisissä että ydinvoimalaitoksissa.
- Veden ja jäteveden käsittely: Käytetään jakelujakoputkissa ja prosessiputkistoissa, joissa korroosionkestävyys ja pitkä käyttöikä ovat etusijalla.
- Farmaseuttinen ja elintarviketeollisuus: Hygieenistä ruostumattomasta teräksestä valmistetut tasaiset t-paidat, joissa on sileä sisäreikä ja sähkökiillotetut pinnat, estävät bakteerien kasvun ja varmistavat tuotteen puhtauden.
- Laivanrakennus ja offshore-alustat: Merikäyttöisiä duplex-teräksisiä teetä käytetään meriveden jäähdytys- ja painolastijärjestelmissä aluksissa ja offshore-rakenteissa.
Parhaat asennuksen käytännöt perähitsauksille Equal T-paidoilla
Oikea asennus on yhtä tärkeää kuin materiaalin valinta. Huono hitsaustekniikka, riittämätön valmistelu tai väärä kohdistus voivat vaarantaa laadukkaan liitoksen. Seuraavat parhaat käytännöt auttavat varmistamaan luotettavan ja pitkäkestoisen asennuksen:
Putken pään valmistelu
Kaikkien putken päiden ja liitososien päiden on oltava puhtaita, ruostettomia, valssihilsettä, maalia, öljyä tai kosteutta ennen hitsausta. Viistekulmien on vastattava liittimen pään valmistelua – tyypillisesti 30° ASME B16.9 -yhteensopiville liitoille. Käytä mekaanisia viistetyökaluja tai plasmaleikkausta ja hiontaa saadaksesi tarkan reunan. Väärin kohdistetut viisteet lisäävät epätäydellisten sulamis- ja hitsausvirheiden riskiä.
Sovitus ja kohdistus
Hitsaa hitsausliitos vähintään kolmeen tasavälein sijaitsevaan asentoon ennen kuin suoritat juurihitsauksen. Varmista, että sisäreikä on tasainen turbulenssin, eroosion tai rakokorroosion estämiseksi liitoksessa. Käytä putkien kohdistuspuristimia tai sovitustyökaluja säilyttääksesi samankeskeisyyden koko hitsausprosessin ajan. Virhe - jopa muutaman millimetrin - voi luoda jännityskeskittymispisteitä, jotka vähentävät väsymisikää.
Esilämmitys ja hitsauksen jälkeinen lämpökäsittely (PWHT)
Materiaalista ja seinämän paksuudesta riippuen esilämmitys voi olla tarpeen vetyhalkeilun estämiseksi. Hiiliteräsputket, joiden seinämän paksuus on yli 25 mm, vaativat tyypillisesti esilämmityksen vähintään 150 °C:seen. Hitsauksen jälkeen PWHT voidaan velvoittaa soveltuvilla koodeilla (ASME B31.3, EN 13480) jäännösjännityksen lievittämiseksi, erityisesti seosteräksissä ja paksuseinäisissä hiiliteräsasennuksissa.
Asennuksen jälkeinen tarkastus
Hitsauksen jälkeen jokainen liitos tulee tarkastaa silmämääräisesti ja sen jälkeen suorittaa käyttöluokan mukainen NDT. Kriittisissä palveluissa (luokka 1 / ASME B31.3) jokaisen hitsin 100 % radiografinen tai ultraäänitestaus on vakiona. Valmiin kokoonpanon hydrostaattinen tai pneumaattinen painetestaus varmistaa järjestelmän tiiviyden ennen käyttöönottoa.
Päittäishitsien yhtäläisten T-paitojen vertaaminen muihin T-liitosmenetelmiin
Kaikissa T-liittimissä ei käytetä päittäshitsausta. Tämän menetelmän ja vaihtoehtojen vertailun ymmärtäminen auttaa suunnittelijoita valitsemaan oikean ratkaisun jokaiseen sovelluskontekstiin.
| Yhteystyyppi | Paineluokitus | Purkaminen | Paras käyttökotelo |
| Butt Weld | Korkein | Ei (pysyvä) | Korkean paineen ja korkean lämpötilan järjestelmät |
| kierre (NPT) | Matalasta kohtalaiseen | Kyllä | Pieni poraus, matalapaineiset sähköjohdot |
| Socket Weld | Kohtalainen tai korkea | Ei | Pieni reikä, korkeapaineputkisto (≤DN 50) |
| Laipallinen | Korkea | Kyllä | Jos tarvitaan usein huoltoa tai poistoa |
Puskuhitsauksen tasaiset t-paidat erottuvat kyvystään käsitellä vaativimmissakin käyttöolosuhteissa pitäen samalla järjestelmän täysin tiivistettynä ilman tiivisteitä, tiivisteitä tai kierteitä, jotka voivat huonontua ajan myötä.
Valitse projektiisi sopiva päittäishitsi
Oikean tasaisen t-paidan valitseminen edellyttää muutakin kuin vain putken halkaisijan sovittamista. Insinöörien on otettava huomioon useita teknisiä parametreja samanaikaisesti varmistaakseen, että liitos toimii luotettavasti sen aiotun käyttöiän ajan.
- Nimellinen putken koko (NPS) ja aikataulu: On sovitettava liitettyyn putkeen rakenteen jatkuvuuden ja oikean hitsausraon varmistamiseksi.
- Suunniteltu paine ja lämpötila: Vertaile materiaalin sallitut jännitykset ASME Section II osasta D järjestelmän maksimikäyttöolosuhteita vastaan.
- Nesteen yhteensopivuus: Varmista, että liitosmateriaali on kemiallisesti yhteensopivaa prosessinesteen kanssa, mukaan lukien epäpuhtaudet ja puhdistusaineet.
- Lämpökäsittelyn kunto: Määritä normalisoitu, hehkutettu tai liuoshehkutettu tila sovellettavan materiaalistandardin edellyttämällä tavalla.
- Kolmannen osapuolen tarkastus ja sertifiointi: Vaadi kriittistä palvelua varten materiaalitestiraportteja (MTR), positiivista materiaalitunnistusta (PMI) ja kolmannen osapuolen sertifiointia tahoilta, kuten Lloyd's, Bureau Veritas tai DNV.
Panostamalla aikaa oikeaan määrittelyyn etukäteen estetään kalliit viat, suunnittelemattomat seisokit ja turvallisuushäiriöt. Oikein määriteltynä, valmistettuna ja asennettuna päittäishitsien yhtäläinen tee tarjoaa vuosikymmeniä luotettavan palvelun haastavimmissakin teollisuusympäristöissä.

 17.11.2025Lue lisää
17.11.2025Lue lisää 17.11.2025Lue lisää
17.11.2025Lue lisää