Puskuhitsatut putkiliittimet edustavat nykyaikaisten putkistojen selkäranka eri toimialoilla öljystä ja kaasusta lääketeollisuuteen. Nämä tarkasti suunnitellut komponentit mahdollistavat suunnanmuutokset, haaraliitännät, kokomuutokset ja linjapäätteet säilyttäen samalla hitsattujen putkiverkkojen rakenteellisen eheyden ja paineenkestokyvyn. Toisin kuin kierre- tai laippaliitokset, päittäishitsiliitokset luovat pysyviä, tiiviitä liitoksia sulahitsauksen avulla, mikä tarjoaa erinomaisen lujuuden, minimaalisen painehäviön ja paremman luotettavuuden vaativissa käyttöolosuhteissa. Erilaisten päittäishitsiliitostyyppien, niiden erityisten sovellusten, mittastandardien ja valintakriteerien ymmärtäminen on välttämätöntä insinööreille, suunnittelijoille ja valmistajille, jotka työskentelevät turvallisten ja tehokkaiden putkijärjestelmien luomiseksi.
Puskuhitsatut kyynärpäät suunnan vaihtamiseen
Kulmat ovat yleisimmin käytetyt päittäishitsiliittimet, jotka mahdollistavat putkijärjestelmien suunnan muuttamisen samalla, kun virtauksen jatkuvuus ja rakenteellinen lujuus säilyvät. Näitä liittimiä on saatavana eri kulmissa, säteissä ja kokoonpanoissa erilaisten reititysvaatimusten ja suorituskykyvaatimusten mukaan. Vakiomuotoinen 90 asteen kulmakulma muuttaa virtaussuuntaa suorassa kulmassa ja edustaa putkiston suunnan muutosten työhevosta. Näitä kyynärpäitä on kaksi ensisijaista sädekokoonpanoa: pitkä säde (LR) ja lyhyt säde (SR). Pitkäsäteisissä kulmissa on keskilinjan säde, joka on 1,5 kertaa putken nimellishalkaisija, mikä tarjoaa pehmeämpiä virtaussuunnan muutoksia, jotka minimoivat paineen alenemisen ja eroosion, joten ne ovat suosituin valinta useimpiin sovelluksiin.
Lyhyet sädekulmat, joiden keskilinjan säde on yhtä suuri kuin putken nimellishalkaisija, luovat kompaktimpia suunnanmuutoksia, jotka ovat hyödyllisiä silloin, kun tilan rajoitteet estävät pitkän säteen liitososat. Tiukempi mutka aiheuttaa kuitenkin suurempia painehäviöitä ja lisääntynyttä turbulenssia, mikä saattaa aiheuttaa eroosion suurissa nopeuksissa tai hankaavissa palveluissa. 45 asteen kyynärpää tarjoaa lempeämmän suunnanvaihdon kuin 90 asteen liittimet, joita käytetään usein pareittain luomaan 90 asteen käännöksiä pienemmällä painehäviöllä kuin yksittäisillä 90 asteen kyynärpäällä. Muita erikoiskulmia, mukaan lukien 22,5 astetta ja mukautettuja kulmia, voidaan valmistaa tiettyihin sovelluksiin, vaikka standardoidut 45 ja 90 asteen liittimet tarjoavat paremman saatavuuden ja alhaisemmat kustannukset.
Kyynärpään valmistusmenetelmät
Puskuhitsauskulmaukset valmistetaan useilla prosesseilla, joista jokainen vaikuttaa liittimen ominaisuuksiin ja soveltuvuuteen eri sovelluksiin. Saumattomat kyynärpäät, jotka on muodostettu taivuttamalla saumatonta putkia kuumana tai kylmänä, tarjoavat tasaisen seinämän paksuuden eivätkä pitkittäissaumaa, joten ne sopivat ihanteellisesti korkeapaineisiin ja kriittisiin palveluihin. Hitsatut kulmakappaleet, jotka on valmistettu levystä tai hitsatusta putkesta, sisältävät pitkittäisen hitsisauman, joka on otettava huomioon suunnittelussa ja suunnassa asennuksen aikana. Karan taivutetut kulmakappaleet, jotka on luotu taivuttamalla suoraa putkia muovauskaran päälle, tarjoavat erinomaisen mittayhteensopivuuden, mutta voivat esiintyä seinämän ohenemista extradosissa (ulkoisäde) ja paksuuntumista intradosissa (sisäsäde), mikä on otettava huomioon jännityslaskelmissa.

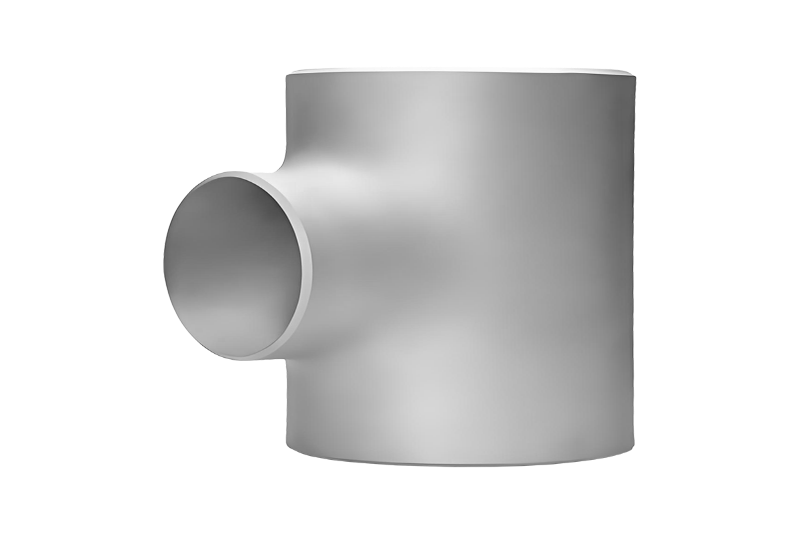
T-paidat ja ristiliittimet haaraliitäntöihin
Teeliittimet mahdollistavat haaraliitännät putkistojärjestelmissä luoden kolmisuuntaisia liitoksia, joissa virtaus voi jakautua tai yhdistyä. Suorassa teessä, jota kutsutaan myös tasaiseksi teeksi, on samat halkaisijat kaikissa kolmessa aukossa, mikä mahdollistaa samankokoisten putkien leikkaamisen suorassa kulmassa. Tämä kokoonpano sopii sovelluksiin, joissa virtaus jakautuu tasan tai joissa haara- ja juoksulinjat kuljettavat samanlaisia virtausnopeuksia. Supistavat T-liittimet sisältävät halkaisijaltaan pienemmän haaran ulostulon samalla, kun ne säilyttävät halkaisijaltaan samansuuruiset kulkuliitännät, mikä mahdollistaa pienemmän virtaustarpeen vaativat haaralinjat ilman erillisiä supistusliittimiä. Pienennetty poistoaukko voi olla samankeskinen (keskitetty) tai epäkeskinen (offset), ja epäkeskeiset kokoonpanot estävät nesteen kerääntymisen vaakasuoraan haaralinjoihin.
Ristiliittimet, vaikka ne ovat harvinaisempia kuin T-liittimet, tarjoavat nelisuuntaisia leikkauskohtia, joissa kaksi kohtisuoraa putkea leikkaavat. Nämä liittimet kokevat monimutkaisia jännityskuvioita paineen ja lämpökuormituksen alaisena, mikä tekee niistä kalliimpia ja yleensä vähemmän suositeltavia kuin useiden T-liittimien käyttäminen. Ristit tarjoavat kuitenkin tilaa säästäviä ratkaisuja tietyille geometrioille ja ovat toisinaan tarpeellisia kompakteissa asennuksissa. Sekä tiiä että risteyksiä on saatavana eri aikatauluissa ja paineluokissa, jotka vastaavat liitosputkien eritelmiä, mikä varmistaa tasaisen seinämän paksuuden ja paineenpitokyvyn koko putkistossa.
| Asennustyyppi | Kokoonpano | Ensisijainen sovellus | Keskeinen etu |
| Suora T-paita | Samanhalkaisijaiset ulostulot | Tasainen virtauksen jakautuminen | Tasainen paineluokitus |
| Pienentävä Tee | Pienempi haarapistorasia | Haarajohtojen liitännät | Yksittäinen sovitusratkaisu |
| Sivut-paita | 45 asteen haara | Tasaisempi virtauksen siirtyminen | Pienempi painehäviö |
| Risti | Nelisuuntainen risteys | Kohtisuorat risteykset | Tilatehokkuus |
Supistimet putkien koon siirtoihin
Supistimet helpottavat siirtymiä eri putkihalkaisijoiden välillä, mikä mahdollistaa virtausnopeuksien ja putkistokustannusten optimoinnin koko järjestelmässä. Samankeskiset supistimet ylläpitävät yhteistä keskilinjaa suuremman ja pienemmän putkikoon välillä luoden symmetrisen kartiomuodon. Tämä kokoonpano toimii hyvin pystyputkistossa tai kaasuhuollossa, jossa keskilinjan kohdistuksen säilyttäminen on tärkeää eikä nesteen kerääntyminen ole huolenaihe. Asteittainen halkaisijan muutos samankeskisissä supistimessa minimoi turbulenssin ja painehäviön, mikä tekee niistä sopivia useimpiin koon muutossovelluksiin, joissa geometria sen sallii.
Epäkeskisissä supistimessa on siirretyt keskilinjat siten, että liittimen toinen puoli pysyy tasaisena tai yhdensuuntaisena, mikä estää nesteen kerääntymisen vaakasuuntaisten putkien korkeisiin kohtiin tai höyrytaskuja alhaisiin kohtiin. Epäkeskisten supistuslaitteiden asentaminen tasaisen puolen yläpuolelle vaakasuoraisiin nestelinjoihin estää kaasutaskujen muodostumisen, joka voi aiheuttaa virtaushäiriöitä tai kavitaatiota. Sitä vastoin tasainen puoli alaspäin asennettu asennus vaakasuuntaisiin kaasulinjoihin estää nesteen kerääntymisen, mikä voisi aiheuttaa etanan virtaus- tai korroosio-ongelmia. Epäkeskinen konfiguraatio helpottaa myös tyhjennystä huollon aikana poistamalla matalat kohdat, joihin nesteitä voi jäädä loukkuun.
Vähentimen suunnittelun huomioitavaa
Halkaisijan pienennyskulma supistusputkissa vaikuttaa painehäviöön ja virtausominaisuuksiin. Tavallisissa supistimessa on tyypillisesti 15-30 asteen kulmat, mikä tasapainottaa kompaktin sovituspituuden hyväksyttäviä painehäviöitä vastaan. Jyrkemmät kulmat luovat lyhyempiä liitoksia, mutta lisäävät turbulenssia ja painehäviötä, kun taas asteittaisemmat kulmat vaativat pidempiä liitoksia, mutta tarjoavat tasaisemmat virtauksen siirtymät. Kriittisiin sovelluksiin, joihin liittyy suuria nopeuksia tai kuluttavia palveluita, voidaan määrittää mukautettuja supistimet, joissa on asteittain kartio, virtaushäiriöiden minimoimiseksi. Supistusputkien seinämän paksuus vastaa tyypillisesti kahdesta yhdysputkesta paksumpaa, jotta varmistetaan riittävä lujuus koko siirtymävyöhykkeellä.
Linjan päättämisen ja sulkemisen rajoitukset
Puskuhitsaussuojukset sulkevat pysyvästi putken päitä, luoden painetiiviitä päätteitä umpikujalle, tilapäisiä päätteitä vaiheittaisen rakentamisen aikana tai pysyviä laiteliitäntöjä. Nämä kuvun muotoiset liittimet jakavat painekuormituksen tehokkaasti kaarevan geometriansa kautta, jolloin ne saavuttavat saman paineluokituksen kuin liitosputki suhteellisen ohuella materiaalilla. Korkkien puolipallomainen tai elliptinen muoto tarjoaa erinomaiset lujuus-painosuhteet litteisiin sulkimiin verrattuna, mikä tekee niistä ensisijaisen vaihtoehdon painetta sisältäviin päätteisiin.
Korkkeja on saatavana erimuotoisina pään muotoisina, mukaan lukien puolipallon, elliptisen (2:1) ja torisfäärin muotoisia, joista jokaisella on eri syvyys-halkaisijasuhteet ja painetta sisältävät tehot. Puolipallon muotoiset korkit tarjoavat vahvimman geometrian, mutta vaativat syvimmän profiilin, kun taas elliptiset ja torisfääriset kannet tarjoavat kompaktimpia ratkaisuja hieman alennetuilla paineluokilla. Sovelluksissa, jotka vaativat usein pääsyä tai mahdollista tulevaa laajennusta, laipalliset sulkimet, joissa on sokeat laipat, voivat olla käytännöllisempiä kuin pysyvät päittäishitsisuojukset, vaikka niiden alkukustannukset ovat korkeammat ja vuotopotentiaali on suurempi.
Tappien päät ja nivelliitokset
Tappipäät, joita kutsutaan myös nivelliitosten päiksi, ovat erikoistuneita päittäishitsiliitoksia, jotka on suunniteltu toimimaan lantioliitoslaippojen kanssa puolipysyvien laippaliitosten luomisessa. Tappipään pusku hitsautuu putkeen samalla, kun se muodostaa säteittäisen laippauksen, joka asettuu löysää nivelliitoslaippaa vasten. Tämä kokoonpano tarjoaa useita etuja perinteisiin hitsauskaulalaippoihin verrattuna, erityisesti järjestelmissä, joissa käytetään kalliita seostettuja putkistomateriaaleja. Putken kanssa samasta korroosionkestävästä seoksesta valmistettu tyven pää tarjoaa kaiken kostuneen pinnan kosketuksen, kun taas kosketukseton limiittilaippa voidaan valmistaa halvasta hiiliteräksestä, mikä vähentää merkittävästi materiaalikustannuksia.
Tappien päät helpottavat kohdistusta asennuksen aikana, koska nivelliitoksen laippa voi pyöriä vapaasti tyven päässä, mikä yksinkertaistaa pultinreikien kohdistusta vastalaippojen kanssa. Tämä ominaisuus osoittautuu erityisen arvokkaaksi, kun asennetaan pitkiä putkistoja tai liitetään kiinteitä laitteita, joissa tarkka pyörimissuuntaus on vaikeaa. Takin pään ja putken välinen päittäishitsi on helpompi tutkia röntgenkuvassa kuin liuku- tai hylsyhitsauslaippojen kanssa käytetyt hitsausliitokset, mikä takaa korkeamman laadunvarmistuksen kriittisille palveluille. Kaksiosainen tyven pääty- ja nivelliitoslaippakokoonpano maksaa kuitenkin enemmän kuin vastaavat hitsauskaulalaipat, kun molemmat komponentit käyttävät samaa materiaalia, mikä rajoittaa sovellukset tilanteisiin, joissa materiaalikustannussäästöt tai kohdistusedut oikeuttavat kohonneet asennuskustannukset.
Mittastandardit ja tekniset tiedot
Puskuhitsausliittimet valmistetaan eri mittastandardien mukaan, mikä varmistaa yhteensopivuuden standardiputkikokojen ja seinämänpaksuusaikataulujen kanssa. ASME B16.9 kattaa tehdasvalmisteiset taottuteräksiset päihitsausliittimet, jotka määrittävät mitat, toleranssit ja paine-lämpötilaluokitukset kokoille NPS 1/2 - NPS 48. Tämä standardi määrittelee sovitusmitat, mukaan lukien keskipisteen väliset etäisyydet kyynärpäille, keskipisteestä keskelle ja päistä-päähän mitoille sekä pituuksille ja tiista-ristimitoille. korkit. MSS SP-75 tarjoaa spesifikaatioita korkean kokeen omaaville taotuille päittäishitsauksille, jotka kattavat samat liitostyypit ja parannetut mekaaniset ominaisuudet vaativiin käyttöolosuhteisiin.
Nämä standardit määrittelevät seinänpaksuusaikataulut, jotka vastaavat standardiputkien aikatauluja (taulukko 10 - XXH), varmistaen, että liittimet säilyttävät yhtenäiset paineluokat liitäntäputkien kanssa. Standardit määrittelevät myös toleranssialueet kriittisille mitoille, ovaliteettirajat ja suoruusvaatimukset, jotka varmistavat oikean sovituksen hitsauksen ja järjestelmän asennuksen aikana. Kokoja, materiaaleja tai kokoonpanoja varten, joita standardispesifikaatiot eivät kata, räätälöityjä varusteita voidaan valmistaa projektikohtaisten vaatimusten mukaisesti, vaikkakin korkeammalla hinnalla ja pidemmällä toimitusajalla kuin tavalliset luettelotuotteet.
Materiaalitiedot
Puskuhitsausliittimiä on saatavana täydellisessä valikoimassa putkistomateriaaleja, mukaan lukien hiiliteräs, ruostumaton teräs, seosteräs, nikkeliseokset, titaani ja muut erikoismateriaalit. Yleisiä materiaalispesifikaatioita ovat ASTM A234 hiili- ja seosteräsliittimille, ASTM A403 muokatuille austeniittisille ruostumattomille teräsliitoille ja monet muut ASTM-standardit tietyille materiaaliperheille. Materiaalin valinta riippuu käyttöolosuhteista, mukaan lukien lämpötila, paine, syövyttävä ympäristö ja yhteensopivuus prosessinesteiden kanssa. Liitosten tulee vastata tai ylittää liitosputken spesifikaatiot, jotta varmistetaan tasainen korroosionkestävyys ja mekaaniset ominaisuudet koko putkistossa.
Erikoiskäyttöiset päittäishitsiliittimet
Vakiokyynärpäiden, tiisien, supisteiden ja korkkien lisäksi erikoistuneet päittäishitsiliittimet vastaavat ainutlaatuisia putkistovaatimuksia. Lateraalit, joita kutsutaan myös sivuttaisiksi tai wye-liitoksiksi, sisältävät haaraliitännät 45 asteen kulmissa tavallisten tiiden kohtisuorien haarojen sijaan. Tämä konfiguraatio tarjoaa tasaisemmat virtaussiirtymät haarojen nousuissa, mikä vähentää paineen laskua ja eroosiota verrattuna 90 asteen teesiin. Lateraalit ovat erityisen arvokkaita suurnopeuspalveluissa tai joissa painehäviön minimoiminen on kriittistä, vaikka niiden erikoisgeometria tekee niistä kalliimpia kuin tavalliset tiit.
Muistinipat, joita kutsutaan myös supistaviksi nipoiksi tai eriarvoisiksi nipoiksi, yhdistävät supistimen toiminnon lyhyeen putken pituuteen yhdessä liittimessä. Nämä komponentit siirtyvät putkikoosta toiseen hyvin lyhyellä etäisyydellä, mikä on hyödyllistä silloin, kun tilarajoitukset estävät tavallisten supisinten asentamisen. Satulat tai muotoillut ulostuloliittimet tarjoavat vahvistetut haaraliitokset valmistettuja ulostulosovelluksia varten, hitsaamalla juoksuputkeen haarojen aukkojen luomiseksi ilman erillisiä teeliittimiä. Nämä valmistetut liitokset tarjoavat joustavuutta haarojen sijoittelussa ja kulmissa, mutta vaativat erityisiä hitsausmenetelmiä ja tarkastuksia riittävän lujuuden ja tiiviin rakenteen varmistamiseksi.
Loppuvalmistelu- ja viisteysvaatimukset
Kunnollinen pään valmistelu on kriittinen, jotta saadaan aikaan hyvät päittäishitsit näitä liittimiä asennettaessa. Vakiopäittäishitsausliittimet toimitetaan viisteillä päillä, jotka on valmistettu hitsausta varten ASME B16.25 -standardien mukaisesti. Vakiokulma 37,5 astetta (luodaan 75 asteen sisäkulman, kun kaksi viistettyä päätä liitetään yhteen) tarjoaa riittävän juuren aukeamisen ja sopivan urakulman täydelliseen hitsin tunkeutumiseen käyttämällä erilaisia hitsausprosesseja. Juuren pinta, tyypillisesti 1,6 mm (1/16 tuumaa), tarjoaa tason juurikanavalle ja auttaa estämään läpipalamisen alkuhitsauksen aikana.
Oikea kohdistus ja rakojen hallinta asennuksen aikana varmistavat hitsin laadun ja järjestelmän eheyden. Asennettujen komponenttien välinen juuriaukko on tyypillisesti 1,6–3,2 mm riippuen hitsausprosessista, putken seinämän paksuudesta ja hitsaajan mieltymyksistä, ja kehän ympärillä on tasaiset raot varmistavat tasaisen lämmöntuoton ja tunkeutumisen. Liittimen ja putken keskilinjojen väliset kohdistusvirheet tulee minimoida, ja useimmat koodit rajoittavat siirtymän 1,6 mm:iin tai 1/8 seinämän paksuudesta sen mukaan, kumpi on pienempi. Liiallinen kohdistusvirhe aiheuttaa jännityskeskittymiä ja mahdollisia vikakohtia, erityisesti syklisessä käytössä, jossa esiintyy väsymiskuormitusta.
Puskuhitsausliittimien valintakriteerit
Sopivien päittäishitsiliitosten valitseminen edellyttää useiden tekijöiden arviointia yksinkertaisen mittojen yhteensopivuuden lisäksi. Käyttöolosuhteet, mukaan lukien paine, lämpötila, nesteen ominaisuudet ja virtausnopeudet, määräävät vaaditun paineluokan ja materiaalin valinnan. Syövyttävät tai eroosiiviset palvelut voivat edellyttää uusimista materiaaleista tai paksumpia seiniä riittävän käyttöiän varmistamiseksi. Virtausominaisuudet vaikuttavat sovitusgeometrian valintaan – nopeat palvelut hyötyvät pitkäsäteisistä kulmista ja asteittaisista supistuksista painehäviön ja eroosion minimoimiseksi, kun taas kompaktit asennukset voivat vaatia lyhyen säteen kulmia suuremmista painehäviöistä huolimatta.
- Paine- ja lämpötilaluokitukset: Vastaa tai ylitä suurimmat suunnitteluolosuhteet asianmukaisilla turvamarginaalilla
- Materiaalien yhteensopivuus: Varmista, että korroosionkestävyys ja mekaaniset ominaisuudet sopivat prosessinesteisiin ja käyttöolosuhteisiin
- Aikataulu ja seinämän paksuus: Säilytä tasainen seinämän paksuus koko järjestelmässä tasaisen paineluokituksen saavuttamiseksi
- Koodin noudattaminen: Varmista, että liittimet vastaavat soveltuvia putkistokoodeja, kuten ASME B31.1, B31.3, tai muita lainkäyttöaluekohtaisia vaatimuksia
- Laatudokumentaatio: Hanki tehdastestiraportit, materiaalisertifikaatit ja mittatarkastusraportit kriittisistä palveluista
- Taloudelliset näkökohdat: Tasapainota alkuperäiset asennuskustannukset asennustyön, odotetun käyttöiän ja huoltotarpeiden kanssa
Parhaat asennuksen käytännöt ja laadunvalvonta
Onnistunut päittäishitsiliitosten asennus edellyttää hyväksi havaittujen käytäntöjen noudattamista, jotka takaavat liitoksen laadun ja järjestelmän eheyden. Oikea asennussäilytys suojaa viistettyjä päitä ja sisäpintoja vaurioilta, korroosiolta ja lialta ennen asennusta. Liittimet on tarkastettava silmämääräisesti ennen asennusta, jotta voidaan varmistaa mittojen yhteensopivuus, tarkistaa pintavirheet ja varmistaa asianmukainen materiaaliluokkamerkintä. Sisäpintojen ja hitsin valmistelualueiden puhdistus poistaa öljyt, lian, valssaushilsettä ja muita epäpuhtauksia, jotka voivat heikentää hitsin laatua tai päästä järjestelmään korroosiota edistäviä aineita.
Materiaaleja, seinämänpaksuutta ja käyttöolosuhteita vastaavat hitsausmenetelmän tiedot (WPS) ja hitsaajan pätevyys on tarkistettava ennen hitsauksen aloittamista. Hiili- ja seosterästen esilämmitysvaatimukset on laskettava ja sovellettava vedyn aiheuttaman halkeilun estämiseksi ja hitsin riittävän sitkeyden varmistamiseksi. Hitsauksen jälkeinen lämpökäsittely voi olla tarpeen paksuseinäisiltä liitososilta, tietyiltä materiaaleilta tai erityisiltä käyttöolosuhteilta jäännösjännityksen lievittämiseksi ja hitsauksen vaikuttaneiden materiaalien ominaisuuksien palauttamiseksi. Räjähtämätön tutkimus, mukaan lukien radiografia, ultraäänitestaus tai muut menetelmät, varmistaa hitsin laadun ja havaitsee viat, jotka voivat vaarantaa järjestelmän eheyden.
Erilaisten päittäishitsien putkiliitostyyppien, niiden erityisominaisuuksien sekä oikeanlaisten valinta- ja asennuskäytäntöjen ymmärtäminen antaa insinööreille ja valmistajille mahdollisuuden luoda luotettavia ja tehokkaita putkistojärjestelmiä. Kaikkialla olevasta kulmakappaleesta, joka mahdollistaa suunnanmuutokset, erikoistuneisiin päihin, jotka mahdollistavat kustannustehokkaita laippaliitoksia, jokainen liitostyyppi palvelee tiettyjä toimintoja koko putkistossa. Mittastandardeihin, materiaalierittelyihin, päiden valmisteluvaatimuksiin ja asennuksen parhaisiin käytäntöihin kiinnittäminen varmistaa, että nämä kriittiset komponentit toimivat luotettavasti koko niiden aiotun käyttöiän ajan, mikä säilyttää järjestelmän turvallisuuden ja toiminnan tehokkuuden lukemattomissa teollisissa sovelluksissa.

 17.11.2025Lue lisää
17.11.2025Lue lisää 17.11.2025Lue lisää
17.11.2025Lue lisää